DIN82滾花標(biāo)準(zhǔn)及其它壓花樣式
注:以下標(biāo)準(zhǔn)非嚴(yán)格意義的DIN82標(biāo)準(zhǔn),我司結(jié)合DIN82標(biāo)準(zhǔn)及實(shí)際生產(chǎn)需要修改了一些參數(shù)(包含旋轉(zhuǎn)角,齒距,齒形角),以適配于本公司產(chǎn)品,其它公司在參考時(shí)請(qǐng)務(wù)必慎重。
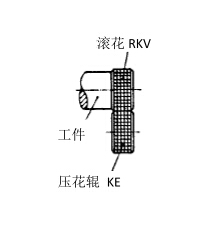
DIN82-73標(biāo)準(zhǔn)是德國(guó)于1973年頒布的關(guān)于滾花、壓花的尺寸參考標(biāo)準(zhǔn)。該標(biāo)準(zhǔn)主要應(yīng)用于緊固件、機(jī)械零件的表面滾花加工。產(chǎn)品生產(chǎn)過(guò)程中采用滾花輪加工的產(chǎn)花紋,如直紋,斜紋壓花參考此標(biāo)準(zhǔn)。德標(biāo)原文檔下載:DIN82-1973.pdf
1,滾花類型(以下所有單位為MM):
| ?類型 | ?名稱與代表 | ?根據(jù) DIN 403 的滾花軋制制造法 | ||||
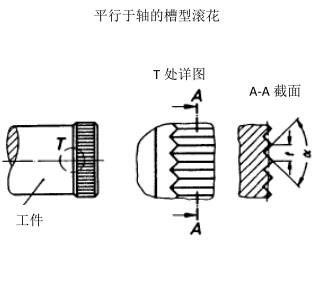
| RAA 直紋 |
 |
 |
||||
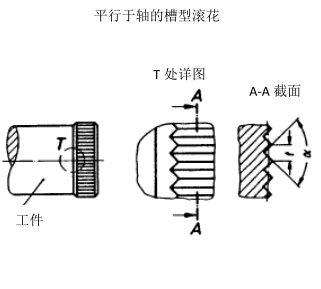
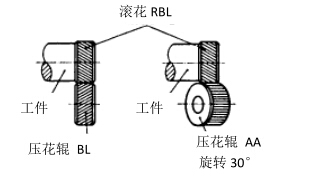
| ?RBL 左斜紋滾花 |
 |
 |
||||
| ?RBR 右斜紋滾花 |
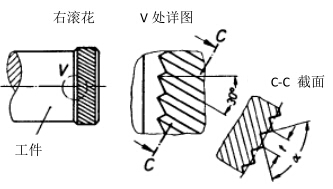 |
 |
||||
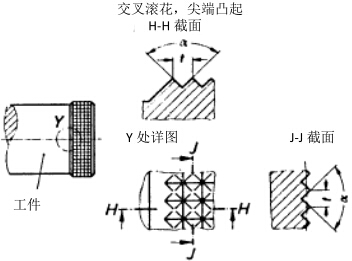
| ?RGE 左右滾花 尖端凸起 |
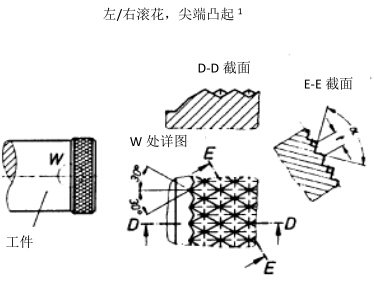 |
 |
||||
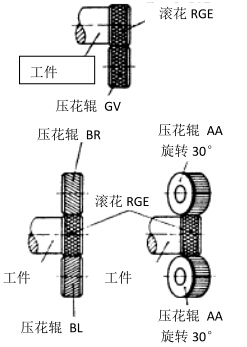
| ?RGV 左右滾花 尖端縮進(jìn) |
?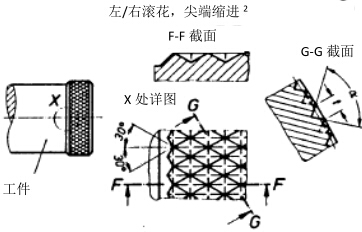 |
 |
||||
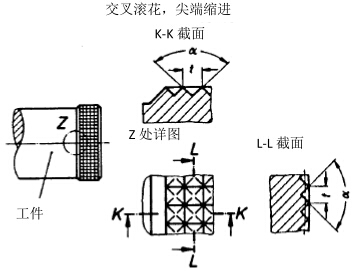
| ?RKE 交叉滾花 尖端凸起 |
? |
? |
||||
| ?RKV 交叉滾花 尖端縮進(jìn) |
? |
? |
||||
2. 尺寸
 2.1.?齒形角。
2.1.?齒形角。
齒形角 α=90°。不標(biāo)注齒形角時(shí)默認(rèn)為α=90°
若有需要,滾花可制成有 105°或其它角度齒形角的形式。這種情況下名稱示例為:
描述示例1:左/右滾花,尖端凸起(RGE 型),齒距 t=0.8mm(08),齒形角α=105°(105);
標(biāo)注示例1: RGE?08‐105?DIN?82
描述示例2:直紋滾花,直紋槽型(RAA 型),齒距 t=0.6mm(06),齒形角α=90°(90);
標(biāo)注示例2: RAA 06 ?DIN?82 ? ?(90可以省略)
描述示例3:直紋滾花,直紋槽型(RAA 型),齒距 t=1.2mm(12),齒形角α=60°(60);
標(biāo)注示例3:RAA12-60 DIN82
2.2.?齒距 t(要注意聽(tīng)講,這里是重點(diǎn)![]() ):
):
為了精減制造滾花的壓花輪的數(shù)量,滾花齒距 t 僅限于以下標(biāo)稱值,分別為:
0.3 ?0.5???0.6 ? (0.7) ? 0.8 ?(0.9) ?1.0 ? 1.2???1.6mm
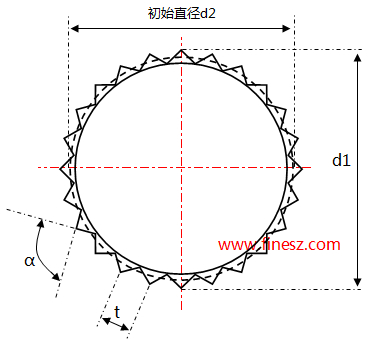
2.3.?公稱直徑 d 1
車間施工圖的公稱直徑 d 1 是成品滾花的外徑,此直徑設(shè)計(jì)依據(jù)。
2.4.?初始直徑 d 2
滾花前工件的初始直徑 d 2 必須小于公稱直徑 d 1 ,因?yàn)閴夯y過(guò)程中,材料移位會(huì)使初始直徑增大。
齒形角α=105°的滾花初始直徑 d 2 可根據(jù)滾花類型及齒距大小按下表中的公式計(jì)算出來(lái)。
公式中的因子不考慮由壓花紋操作或用于滾花的材料特殊特性造成的槽的舍入
|
滾花類型
|
初始直徑d2≈ |
| RAA 滾平行于軸的槽 | d1-0.5t |
| RBL 左滾花 | d1-0.5t |
| RBR 右滾花 | d1-0.5t |
| RGE 左/右滾花,鉆頭凸起 | d1-0.67t |
| RGV 左/右滾花,鉆頭縮進(jìn) | d1-0.33t |
| RKE 交叉滾花,鉆頭凸起 | d1-0.67t |
| RKV 交叉滾花,鉆頭縮進(jìn) | d1-0.33t |
3,參考標(biāo)準(zhǔn)
DIN?403???滾花
DIN?8583?表 5??壓縮成形生產(chǎn)法;壓印,分類,定義
說(shuō)明:
與 1940 年版的 DIN?82 相比,標(biāo)準(zhǔn)名稱“滾花”指所有類型。自從以前的名稱“金剛鉆滾花”和“非金剛鉆滾花”不再
使用,引起了工具選擇上的困難。某些類型的滾花刀名稱更簡(jiǎn)短,如:左滾花刀、右滾花刀、左/右滾花刀。
各種類型滾花刀的字母符號(hào),提供了更好的區(qū)分方法,也產(chǎn)生了電子數(shù)據(jù)處理的規(guī)定名稱。字母 R 可區(qū)分滾花和壓花
輥(見(jiàn) DIN?403),?第二個(gè)字母(A,B,G 和 K)表示基本類型,第三個(gè)字母(A‐與軸平行,L‐左滾花,R‐右滾花,E‐凸起,V‐縮進(jìn))表示槽的方向和形狀。
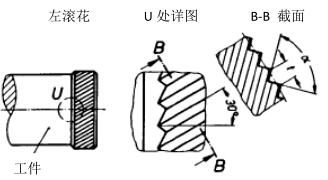
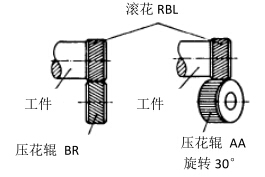
BR,?BL,GE 和 GV 的旋轉(zhuǎn)角度(β)為固定的標(biāo)準(zhǔn)值 30°且作為省缺標(biāo)注(即β=30°的時(shí)候不標(biāo)注),但是若有需要,旋轉(zhuǎn)角可為45°或其它角度值,這種特殊情況需要名稱中說(shuō)明,如:
描述示例:左斜滾花(RBL),齒距t=1.2mm(12),旋轉(zhuǎn)角β=45°
標(biāo)注示例:RBL12*45°
齒形角通常為α=90°,?但是,若有需要,滾花齒距角或?yàn)棣?105°或其它角度值,這種特殊情況必須在名稱中標(biāo)注,如上2.1中的示例。
![]() 注意旋轉(zhuǎn)角β與齒形角α不是同一概念,標(biāo)注方式的區(qū)別為:
注意旋轉(zhuǎn)角β與齒形角α不是同一概念,標(biāo)注方式的區(qū)別為:
RBL08*45°代表β=45°(α為默認(rèn)值,即α=90°)
RBL08-45代表α=45°(β為默認(rèn)值,即β=30°)
RBL08*45°-105代表旋轉(zhuǎn)角β=45°,齒形角α=105°
齒距 t=2mm 已停止使用,因?yàn)閷?shí)踐中很少使用該數(shù)據(jù)。類似的情況,沒(méi)有嘗試使齒距與工件直徑相關(guān)聯(lián),之前的建議也未被證明適用于所有應(yīng)用范圍,因此實(shí)踐采用的建議有限。
計(jì)算工件初始直徑的公式已給出,該直徑取決于滾花類型和成品滾花外徑(相當(dāng)于公稱直徑)。不考慮材料特殊特性,
由此公式得到的結(jié)果僅作為參考值。
為方便按 DIN?403 要求選擇壓花輥,已指出適合所有類型滾花的制造方法
4,一些示例:
RAA10:
RAA16

RAA10:

RAA06和RGE08(注意這是凸起的鉆石紋):


頭部RAA06和桿部RGV06(注意這是尖端縮進(jìn)的鉆石紋):

RBR12和RBL12:

RAA1.0:
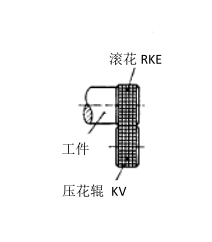
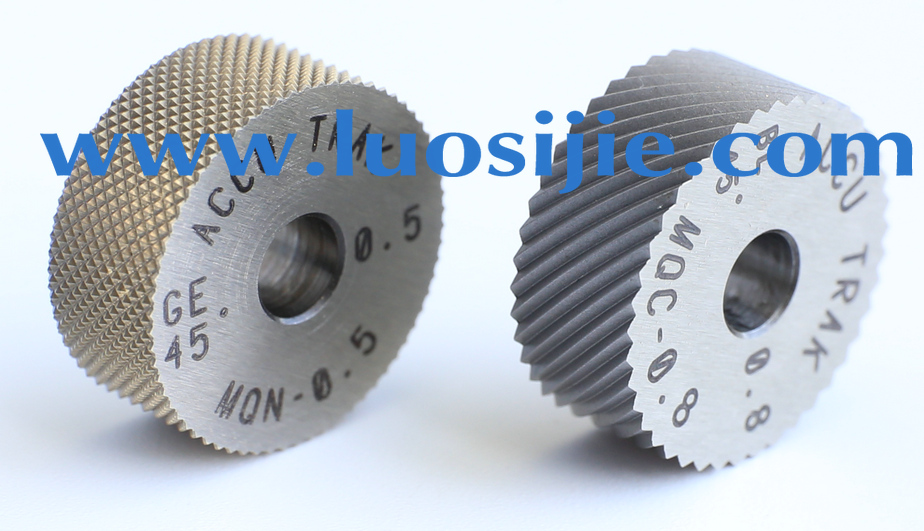
 這是一組壓花輪:
這是一組壓花輪:
壓花輪固定于刀架:

而壓花刀架安裝于加工設(shè)備:
而較大零件則用滾牙機(jī)+滾牙輪(滾花輪)較多,見(jiàn)如下視頻:
漲姿勢(shì)了~~
別鬧
這么多道道
這個(gè)可以頂,很詳細(xì)
非常詳細(xì),有一點(diǎn)疑問(wèn),英文標(biāo)準(zhǔn)規(guī)定的齒距怎么沒(méi)有0.3呢,到底可不可以用?
DIN82原版的確沒(méi)有0.3這個(gè)規(guī)格,但目前市場(chǎng)上能買到德國(guó)產(chǎn)的0.3壓花輪,即標(biāo)準(zhǔn)滯后于市場(chǎng)。畢竟這個(gè)版本是1973年發(fā)布的,而那一年郭德綱才剛剛出生。
德國(guó)ZEUS有齒間距0.3,齒夾角90的輪子
是的。
寫的很清楚,受教了
滾花中模數(shù)是什么意思
模數(shù)常見(jiàn)于齒輪的概念參數(shù)。
DIN82標(biāo)準(zhǔn)中沒(méi)有引入模數(shù)這一概念,但是中國(guó)標(biāo)準(zhǔn)有模數(shù)這一參數(shù),詳見(jiàn)GB6403.3標(biāo)準(zhǔn),簡(jiǎn)單說(shuō)就是:
模數(shù)=直徑/齒數(shù)
或者:
模數(shù)*3.14=齒距
可見(jiàn),外徑不變的情況下,模數(shù)越大,齒距越大
齒高,也就是齒深怎么算?
可以轉(zhuǎn)化為齒間距
國(guó)標(biāo)模數(shù)是整數(shù), DIN82 節(jié)距是整數(shù) 這兩種是不是有區(qū)別呀
RAA06和GEV06(注意這是縮進(jìn)的鉆石紋)
這個(gè)是標(biāo)注錯(cuò)了嗎?是GE還是GV?
附件:誤-300x204.jpg)
這個(gè)齒參數(shù)是多少?
附件: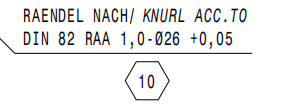
@娃哈哈 你好。這個(gè)寫的很清楚啊,RAA直齒滾花 齒距1.0。26應(yīng)該是外徑。
明白了,ths!
請(qǐng)問(wèn)RKV05-90 DIN82這是什么樣的花紋呢
匿名 你好。上文的表中已經(jīng)描述的很清楚了。
RKV05-90 DIN82:
RKV:尖端縮進(jìn)的交叉滾花
05:齒距0.5mm
90:齒形角90度
DIN82:標(biāo)準(zhǔn)號(hào)
圖紙只標(biāo)了 DIN 82-RAA, 沒(méi)有標(biāo)齒距 , 請(qǐng)問(wèn)怎么選滾刀,工件外徑16mm
@匿名 你好。這個(gè)問(wèn)題應(yīng)該問(wèn)圖紙的審批人呀
90度
你好,壓花外徑6.2,壓左右斜花16齒,用多大的壓花輪
DIN 82-RKE 1.2滾齒深度是多少啊?
@匿名 你好。理論齒深:sin45*1.2=0.707*1.2=0.85mm。實(shí)際生產(chǎn)中考慮到壓花輪R角,實(shí)測(cè)0.65~0.85為正常值。
您好,客戶圖紙注明:KUNRL 08DIN82,這屬網(wǎng)紋花還是直紋花,謝謝
@老饒你好。這個(gè)描述缺少參數(shù)。比如 RAA 08 DIN82。“RAA”指花紋類型。
RRA12是多大的花紋
@匿名 你好。直紋 t=1.2mm
KNURLED RAA 0.15 90° din82
什么意思?
@匿名 你好。RAA:直紋滾花;0.15:齒距t=0.15mmm; 90度:齒形角a=90度
謝謝
28 TEETH-KNURL PER DIN 82
請(qǐng)問(wèn)是一圈28齒的意思嗎?
還是1in29齒呢?
附件: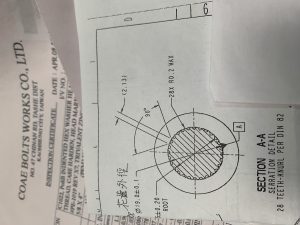
@匿名 你好。圖中已經(jīng)寫的很清楚了:一圈28個(gè)齒。
你好,請(qǐng)問(wèn)RKE 1.2 DIN82這種滾花可以用曬紋方式做嗎?深度是多少呢
您好。您說(shuō)的塑膠件嗎?注塑件上的花紋一般是通過(guò)模具上紋路形成的。具體需要咨詢注塑模方面的工程師。本文討論的金屬加工層面的花紋。
如果僅僅問(wèn)PKE 1.2 DIN82的話,它的深度理論上是0.6
老師,請(qǐng)假一下,DIN 82 RAA1.0 滾前直徑20.35-0.1,滾后直徑20.7-0.3,計(jì)算的理論齒數(shù)是多少?有的公司要求是64齒,有的公司要求65齒,滾花輪怎么選擇?滾前的工藝直徑的精確值分別是多少?
您好。
因?yàn)镈IN82 RAA中的T指的是牙尖與牙尖之間的距離,而測(cè)量牙尖即代表是滾花后。故理論上是65齒。
滾花輪怎么選?壓花輪為RAA 1.0
DIN82標(biāo)準(zhǔn)中有給出a=105時(shí)的RAA初始直徑參考,即:初始直徑d2≈滾花直徑d1-0.5t,但這不是精確的。需實(shí)際生產(chǎn)中調(diào)試至最合適的狀態(tài)。
你好,DIN 82-RGE 0.8,應(yīng)該做多大角度的?30°嗎?謝謝
@匿名 你好。按DIN82標(biāo)準(zhǔn)的話,齒形角a=90°或105°,旋轉(zhuǎn)角=60°
你好國(guó)標(biāo)6403標(biāo)準(zhǔn)適用于圓柱頭螺釘上的滾花嗎?
不適合。圓柱頭螺釘上的滾花是不連續(xù)的,那不能算是嚴(yán)格意義上的齒紋。
您好,R?ndelung DIN 82-RGE 1,6 這個(gè)可以用三輪滾花機(jī)滾嗎? 這個(gè)滾花底徑是多少?
@匿名 你好。三輪滾花機(jī)、三輪滾牙機(jī),當(dāng)然是可以的。(滾花后的直徑要求是多少?)