GB6403.3滾花標準
之前整理了一份德國滾花標準DIN82(見DIN82滾花標準),現將中國的滾花標準整理如下。
我國頒布的滾花標準為GB6403.3,新舊版本分別為1986版和2008版,現以GB6043.3-08版為準。比較于德標DIN82而言,我國標準GB6403.3略顯簡要,業內多以德標作為標注參考,但不論怎樣,宣傳國標、使用國標是需要倡導的。
國標原文檔下載:GB/T6403.3-2008.pdf
以下為具體內容:
中華人民共和國國家標準
滾花 GB/T6403.3-2008
1、適應范圍:本標準適用于一般用途的圓柱表面滾花。
2、滾花的型式如圖所示:

3、滾花花紋的形狀是假定工件的直徑為無窮大時花紋的垂直截面,如下圖所示:
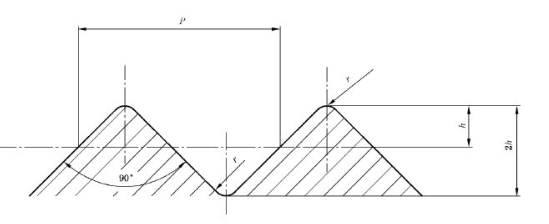
4、滾花的尺寸規格按下表(單位mm):
| 模數m | h | r | 節距P |
| 0.2 | 0.132 | 0.06 | 0.626 |
| 0.3 | 0.198 | 0.09 | 0.942 |
| 0.4 | 0.264 | 0.12 | 1.257 |
| 0.5 | 0.326 | 0.16 | 1.571 |
注:表中h=0.785m-0.414r
5、標記方法示例:
模數m=0.3mm的直紋滾花:直紋 m0.3 GB/T6430.3-2008
模數m=0.4mm的網紋滾花:網紋 m0.4 GB/T6403.3-2008
6、技術要求
6.1滾花前工件表面的粗糙度的輪廓算術平均偏差的最大允許值為Ra<=12.5um
6.2滾花后工件直徑大于滾花前直徑,其值約等于(0.8~1.6)m,m為模數
附加說明:
本標準由中華人民共和國機械工業部提出,由機械工業部標準化研究所歸口。
本標準由機械工業部標準化研究所華北光學儀器廠負責起草 。本標準主要起草人馬承嫻 王經復 熊火昆。
模數只有0.2,0.3,0.4,0.5四種嗎?
這個標準里只寫了這幾種。
是的
有0.25的標準模數嗎?
GB6403.3標準中并沒有給出m=0.25的參數。
但這并不意味著設計要回避這個參數,必竟這個標準只是參考,實際設計中用到的模數遠不止標準中規定的這些。
m0.25的相關參數如下:
齒距P=0.785
r=0.08
h=0.163
請問r是怎么算出來的,m0.25,r是0.08,那么m0.65,r是多少?
直徑9.8,齒距0.8,模數應該是多少?跪求!
@匿名 你好。
模數=齒距/3.14,即0.8/3.14=0.255。但實際上,9.8直徑的圓柱面你無法真正做到齒距=0.8,0.8齒距最接近的齒數是38個齒,即齒距0.81。
故:
模數m=直徑/齒數=9.8/38=0.258
或
模數m=齒距/3.14=0.81/3.14=0.258
我們正常生產的 產品滾網紋都是用0.8/1/1.2/1.5 這樣稱呼 有對的模數嗎?
你好!0.8/1/1.2/1.5的網紋對應的模數是多少
@匿名 你好。模數是齒輪制造的一個參數,模數=齒距/3.14。但你所說的網紋壓花(或拉花)套用模數會不會未免太牽強了?
在圖紙上表達的引線標注怎么標注
90°標注是工件尺寸還是搓絲板尺寸
你好,請問滾花深度可以達到國標的要求嗎,比如m0.3的滾花,h不小于0.198,那么總高度要不小于0.396,我感覺這個深度比較大,另外滾花是用刀具加工出來的嗎?
謝謝!
有專門用于滾花的刀具,也可以用車削刀具在車床上加工出類似滾花的紋路
11.3直徑,m0.4,標準應該是多少個齒。
這個直徑是28.25個齒,即周長/節距=齒個數
為達到加工要求,加工中一般取節距為1.2的花輪,以29.0個齒作為參考,即(29.0*1.2)/3.14=11.082,在壓花前參考直徑為Φ11.082
考慮到滾花模具的公差,節距也會有差別,這個容許誤差有多少