廣數(shù)學(xué)習(xí)筆記
2018年底,因工作需要投入為期一年左右的數(shù)控系統(tǒng)學(xué)習(xí),從廣數(shù)到發(fā)那科,從編程到操作。為了方便自己今后查找以及共享這些學(xué)習(xí)資料以及利于其他初學(xué)者參考,我將記錄下整個(gè)學(xué)習(xí)過(guò)程。顯然這不是一份權(quán)威的技術(shù)資料,更多的是偏向于幾個(gè)要點(diǎn)尤其幾個(gè)重點(diǎn)指令的記錄。其中錯(cuò)誤之處在所難免,如有同行發(fā)現(xiàn)還請(qǐng)指正。
以下是廣數(shù)GSK980TDa部分:
-
2018/12/16第一課,基本概念與指令。
一,概念
原點(diǎn):工件右端中心點(diǎn)
二,指令
M指令:
M00:暫停。程序運(yùn)行到M00時(shí),刀具停,主軸、切削液不停,按運(yùn)行鍵程序繼續(xù)運(yùn)行,無(wú)時(shí)間限制。可寫(xiě)成M0
M01:準(zhǔn)停。與M01按鍵合用,程序運(yùn)行到M01時(shí),按M01鍵,刀具、主軸、切削液停。
M03:主軸正轉(zhuǎn)(逆時(shí)針)。指令格式:M03 S500
M04:主軸反轉(zhuǎn)。格式: M04 S500
M05:主軸停
M08:冷卻液開(kāi)
M09:冷卻液關(guān)
M30:程序結(jié)束,光標(biāo)回到開(kāi)頭
M98:調(diào)用子程序
M00:返回主程序
F指令:
指令格式1:
G98 M03 S100
G01 X10 Z-10 F100(每分鐘100mm)
指令格式2(多用) :
G99 M03 S100
G01 X10 Z-10 F0.2(主軸每轉(zhuǎn)進(jìn)刀0.2mm)
公制螺紋牙距:G92 X10 Z-20 F0.8(牙距)
T指令:指定刀具也刀補(bǔ),格式:T0101
O指令:指定程序號(hào),格式:O0001
S指令:
1,指定主軸轉(zhuǎn)速,格式:M03 S500
2,指定恒線速,格式:G96 S180 ; G50? S500
3,指定暫停時(shí)間(很少用到):G04 S10
G指令
G00:快速定位 ,格式:G00 X0 Z1
G01:直線走刀,格式:G01 X18 Z-10 F200(或F0.1)
G02:逆圓弧走刀,格式: G02 X10 Z-5 R5 F0.1
G03:順圓弧走刀?格式 G03 X10 Z-5 R5 F0.1
G04:暫停
G32 G92 G76:螺紋
G50:工件平移
G70:精車(chē)
G71:粗車(chē)循環(huán),指令格式(外圓):
G71 U(單邊進(jìn)刀量)R(退刀量)F(進(jìn)刀速度)
G71 P(開(kāi)始程序號(hào))Q(結(jié)束程序號(hào))U(x方向精車(chē)余量)W(z方向精車(chē)余量)
示例:
Q0001
G99 M08
T0101 M03 S500
G00 X110 Z1(假設(shè)棒料直徑為110MM)
G71 U2 R0.5 F0.1 //粗加工循環(huán)
G71 P123 Q321 U0.5 W0.3
N123 G100 X50 //精車(chē)程序。注意:此處不能有Z定位,定位參考上面的Z1。
G01 X50 Z0 F0.1
G01 X50 Z-30 F0.1
G01 X100 Z-30 F0.1
N321 G01 X100 Z-50 F0.1
G70 P123 Q321 //精車(chē)開(kāi)始
M09
M05
G00 Z100
M30
-
2018/12/23第二課,實(shí)戰(zhàn)練習(xí)對(duì)刀、外圓G71、簡(jiǎn)單工件。
對(duì)刀注意事項(xiàng):1號(hào)刀對(duì)刀,Z0端面輸入;X軸測(cè)量輸入數(shù)據(jù)。3號(hào)刀Z0以輕碰到Z0端面為準(zhǔn)。注意T0303輸入Z0后顯示不為Z0,因?yàn)橄到y(tǒng)當(dāng)前為T(mén)0301,需要:MDI-程序-輸入T0303-輸入-循環(huán)起動(dòng),再輸入刀補(bǔ)數(shù)據(jù)。
加工示例:
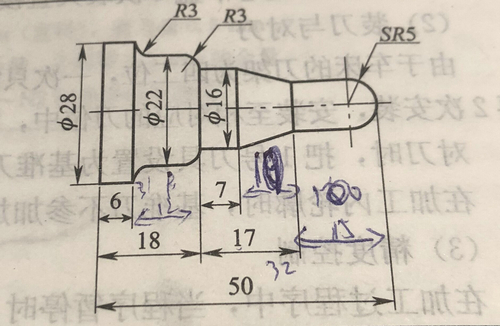
程序如下(棒料外徑35):
O0170
T0101 M03 S600
G99
G00 X35 Z1
G71 U1.5 R0.5 F0.1 //粗車(chē)開(kāi)始
G71? P01 Q02 U0.5 W0.1
N01 G00 X0 //精車(chē)程序
G01 X0 Z0 F0.1
G03 X10 Z-5 R5 F0.1
G01 X10 Z-15? F0.15
G01 X16 Z-25 F0.1
G01? X16 Z-32 F0.15
G03 X22 Z-35 R3 F0.1
G01 X22 Z-41 F0.15
G02 X28 Z-44 R3 F0.1
G01 X28 Z-50 F0.15
N02 G01 X28.5 Z-50 F0.2
G70 P01 Q02 //精車(chē)開(kāi)始
G00 Z100
T0303 M03 S600
G00 X28.5 Z-53
G01 X0 Z-53 F0.1
G00 Z100
M30
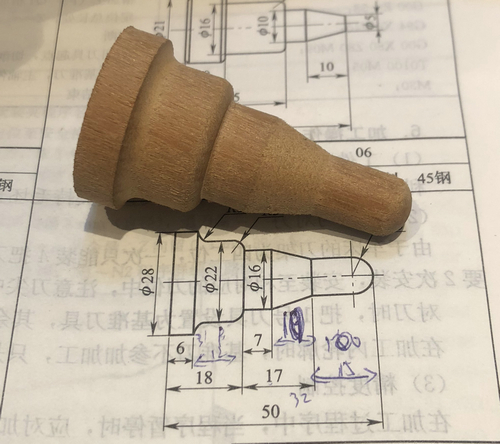
效果如下:
-
2018/12/30第三課:內(nèi)孔G71、徑向G72、實(shí)戰(zhàn)練習(xí)挖槽。
1,幾個(gè)概念。
絕對(duì)定位,如X20 Z-10;相對(duì)定位,如U10 W-5,U W分別代表代表X Z方向的增量;混合定位,如X20 W-5,即X方向直徑20mm,Z方向往左走5mm。
外圓G71加工適用于外徑遞增;而內(nèi)孔G71加工只能遞減(新款設(shè)備或許已突破此限制)。
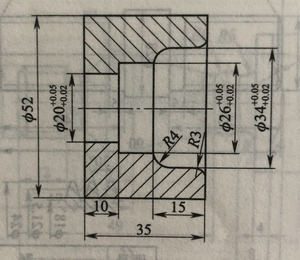
G71加工內(nèi)孔示例:
O0001
G99
T0101 M3 S600
G00 X18 Z1? //假設(shè)已鉆孔至18
G71 U2.5 R0.5? F0.25
G71 P123 Q321 U-1 W0.3 //注意此處X方向的余量為負(fù)數(shù),與外圓循環(huán)中的U1相反
N123 G00 X40 //不寫(xiě)Z值
G01 X40 Z0 F0.1
G03 X34? Z-3 R3 F0.1
G01 X34 Z-11 F0.1
G02 X26 Z-15 R4 F0.1
G01 X26 W-10 F0.1 //Z方向相對(duì)定位
G01 X20 W0 F0.1
G01 U0 W-10 F0.1
N321 G01 U-1 W0 F0.2
G70 P123 Q321
G00 U0 Z100
M30
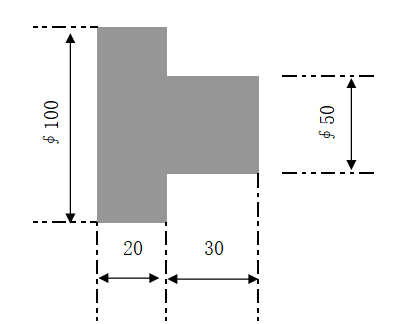
2,徑向循環(huán)G72,格式:
G72 W(Z方向進(jìn)刀量即刀寬) R(退刀量) F
G72 P Q U(X方向余量) W(Z方向余量)
加工示例:
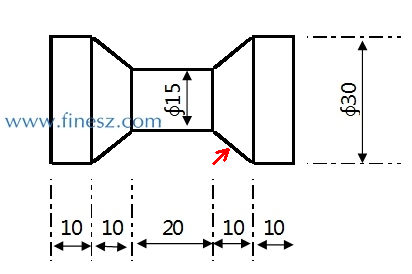
O0001
G99
T0202 M3 S600
G00 X31 Z30
G01 X15.2 W0 F0.08//中間插一刀,給接下來(lái)的循環(huán)預(yù)留出退刀量
G01 X31 W0 F0.3
//槽的右半部分:
G72 W2.7 R0.5 F0.2 //Z方向進(jìn)刀量為刀寬
G72 P123 Q321 U0.2 W-0.2?//此時(shí)Z方向的余量指的是紅色箭頭所指的端面,故余量為負(fù)數(shù)
N123 G00 Z13 //1,預(yù)留了刀寬; 2,此處不能有X值
G01 X15 W-10 F0.1
N321 G01 U0 Z-29.5 F0.1
G70 P123 Q321
//槽的左半部分:
G72 W2.7 R0.5 F0.1
G72 P456 Q654 U0.2 W0.2
N456 G00 Z-50
G01 X30 W0 F0.2
G01 X15 W10 F0.1
N654 G01 U0 W28 F0.1
G70 P456 Q654
G00 Z100
M30
工件效果如下: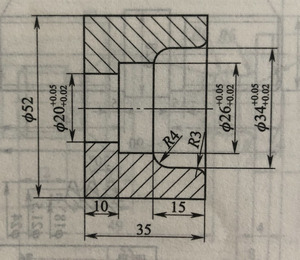
3,G72粗加工的順序及定位問(wèn)題。G72先粗加工槽的右半部分,再加工左半部分,加工前定位都是第3行的 G00 X30 Z30
-
鉆孔、擴(kuò)孔指令G74(軸向車(chē)槽循環(huán))
指令格式:
G74 R(e每刀軸向退刀量)
G74 X(U孔徑增量)? Z(W孔深增量) P(Δi X方向進(jìn)刀量) Q(Δk Z方向每刀進(jìn)給長(zhǎng)度) R(Δd 切削到Z終點(diǎn)后X方向退刀量) F(進(jìn)刀速度)
上面寫(xiě)的太亂,精簡(jiǎn)如下:
G74 R(e)
G74 X(U) Z(W) P(Δi) Q(Δk) R(Δd) F
注意點(diǎn):
- 盲孔切削時(shí),R(Δd)是千萬(wàn)不能存在的,否則撞刀而亡
 。
。 - 鉆孔程序時(shí),指令中省略掉X(U)因孔徑不變;P(Δi)也不存在X進(jìn)刀量;R(Δd)直進(jìn)直出無(wú)退刀量。
- P Q都是以0.001mm為單位,正數(shù)
示例,以下工件先鉆頭打孔至20*60,擴(kuò)孔至40*60:
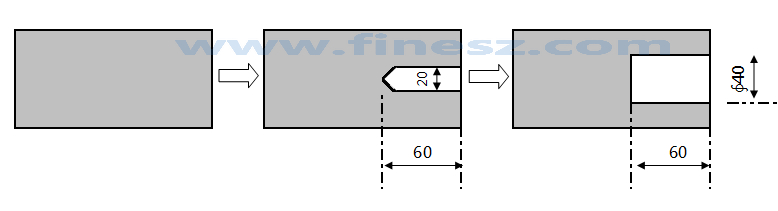
O0001
G99 T0202? M03 S400
G00 X0 Z1
G01 Z0 F0.1//靠進(jìn)端面
G74 R0.5
G74? Z-60 Q10000? F0.08 //鉆孔
G00 Z100
T0303 M03 S600
G00 X20 Z1
G01 Z0 F0.1//不要靠端面
G74 R0.5
G74 X40 Z-60 P5000 Q20000 R0.5 F 0.2 //擴(kuò)孔
G00 Z100
M30
-
G75 多槽循環(huán)與切斷
格式(與G74一樣,X Z調(diào)換方向而已):
G75 R(e)
G75 X(U) Z(W) P(Δi) Q(Δk) R(Δd) F
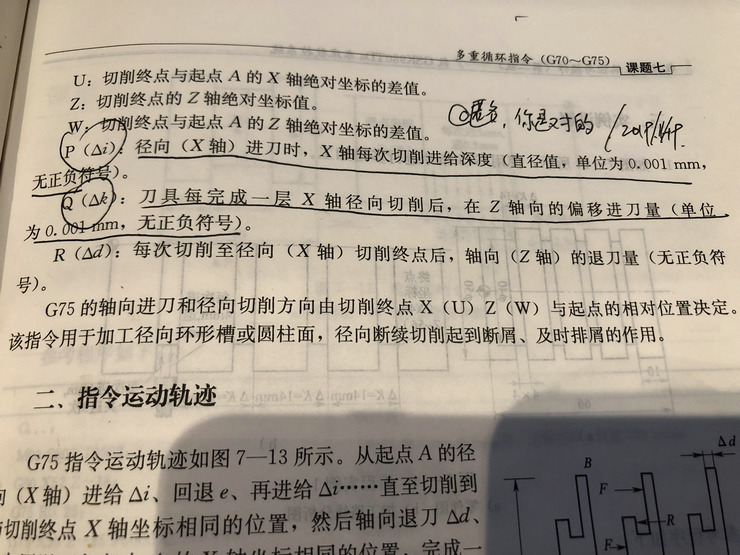
各參數(shù)含義:
G75 R(e每刀徑向退刀量)
G75 X(或U)? Z(或W) P(Δi Z方向第刀進(jìn)刀量) Q(Δk X方向每刀偏移量) R(Δd 切削到底后Z方向退刀量) F(進(jìn)刀速度)
?示例1,多槽:
?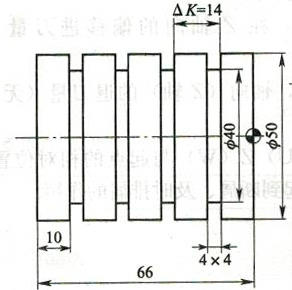
O0001
G99 M03 S500 T0202
G00 X52 Z-14
G01 Z50 Z-14 F0.1 //不能要這一段
G75 R0.25
G75 X40? Z-56 P4000 Q14000 R0 F0.1 //省缺R0表示到底后不退刀
G00 X80 Z100
M30
示例2,較寬的槽: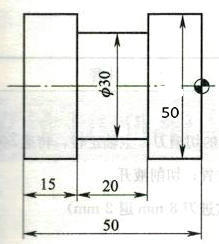
O0001
G99 M3 S500 T0202
G00 X52 Z-18
G75 R0.25
G75? X30 Z-35 P5000 Q2500 R0 F0.1 //不能的R值;實(shí)際有效刀寬2.5
G00 X80 Z100
M30
示例3,切斷工件(圖略):
……
G75 R0.5
G75 X0 P5000 F0.1// Z Q R? 都省缺即切斷
……
-
G73 車(chē)鑄件循環(huán)
格式如下:
G73 U(Δi X軸總退刀量) W(Δk Z軸總退刀量) R(d 切削次數(shù))
G73 P(N123) Q(N321) U(Δu X軸精車(chē)余量) W(Δw Z軸精車(chē)余量) F_?S_ T_
N123 …精車(chē)程序… N321
2019年1月11日
鑒于這篇筆記可能會(huì)比較長(zhǎng)且對(duì)于大部分非專(zhuān)業(yè)類(lèi)訪問(wèn)者而言過(guò)于晦澀難懂而雖然這只是很基礎(chǔ)的知識(shí),這勢(shì)必對(duì)訪問(wèn)者造成一定困擾——不知道這篇文章在說(shuō)什么。所以今天決定這篇文章在本博客將不再更新。
G75p和Q好像解釋不對(duì)吧!p記得好像是x 方向進(jìn)給,Q是Z向偏移吧
@匿名 你好。我特意查了一下書(shū),你是對(duì)的。P是X軸進(jìn)給深度,Q是Z軸偏移。謝謝指正。
寫(xiě)的真好,總結(jié)的特別詳細(xì),而且還帶有事例!謝謝您的總結(jié),我收藏了,謝謝
您好!
請(qǐng)問(wèn)一般數(shù)控機(jī)床的加工精度能達(dá)到多少,主要是想了解一下定位精度,比如說(shuō)在一個(gè)板子上鉆兩個(gè)孔,孔與孔之間的距離精度能達(dá)到多少?
謝謝!
@小于 你好。你說(shuō)的“一個(gè)板鉆兩個(gè)孔”可能是想問(wèn)不同“加工中心”或”激光切割機(jī)“廠家的精度,很遺憾我對(duì)加工中心、激光切割機(jī)這類(lèi)設(shè)備不是很了解無(wú)法解答你。我上面所說(shuō)的數(shù)控機(jī)車(chē)床要主指“車(chē)”床類(lèi),如走刀機(jī)、走心機(jī)、排刀機(jī)、車(chē)銑復(fù)合等,加工原料主要為棒料。