壓鉚螺母的底孔開多大?壓鉚螺母的底孔標準
壓鉚螺母安裝的時候,薄板的底孔開多大?壓鉚螺母的底孔標準是什么?
雖然本網站的有詳細的關于壓鉚螺母標準的規范,其中包括了板材開孔的的數據,地址:
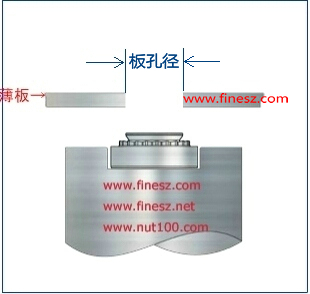
但是很多人還是不愿意去查找,鑒于此,我將壓鉚螺母的底孔數據單獨列出來附下。先說明一下,所謂的板孔徑(底孔徑)指的是這個尺寸:
這是公制螺母的底孔標準表:
| 螺紋規格 | 板孔徑,單位:毫米(+0.08,-0) |
| M2 | 4.25 |
| M2.5 | 4.25 |
| M3 | 4.25 |
| M3.5 | 4.75 |
| M4 | 5.4 |
| M5 | 6.35 |
| M6 | 8.75 |
| M8 | 10.5 |
| M10 | 14 |
| M12 | 17 |
這是美制壓鉚螺母的底孔標準尺寸表,以下表格所有單位是英寸:
| 螺紋尺寸 | 板孔徑,單位inch(+.003,-0) |
| (#2-56) | .166 |
| (#3-48) | .166 |
| (#4-40) | .166 |
| (#6-32) | .1875 |
| (#8-32) | .213 |
| (#10-24) | .250 |
| (#10-32) | .250 |
| (#12-24) | .277 |
| (1/4-20) | .344 |
| (5/16-18) | .413 |
| (5/16-24) | .413 |
| (3/8-16) | .500 |
| (3/8-24) | .500 |
| (1/2-13) | .656 |
| (1/2-20) | .656 |
安裝示意視頻:
這是鋼板還是銅板
都一樣。
對于板厚的要求嗎?比如壓鉚螺母M12-2可以壓在15mm厚的銅排上面嗎?
@匿名你好。不同規格的壓鉚螺母有最小板厚要求,詳見:http://jhtpf1f.cn/s.php,M12-2的螺母對應最小板厚6.0mm,你所說的15mm厚度當然是夠了。
非常感謝!!
您好,使用S-M10-2B壓鉚螺母壓碳鋼件,板厚3mm怎么壓不到斷面?而且增加扭矩,螺母松動?
謝謝!
@匿名 你好。你沒有留郵件信息,不知道你是否還會回來看這個留言。壓不平、扭力不達標原因很多種,我只能說在一切安裝條件合理的情況是應該能滿足壓后性能的,我無法一一排除或猜測其原因,不過我接觸到眾多反映壓不牢的的80%的原因是“使用沖床安裝而不是壓鉚機”。如果不是這個原因,具體再溝通。我電話18912771062
非常感謝您及時回復,我們使用的是壓鉚機,壓力34KN。但是壓鉚后,端面不平。不知道是不是端面不影響使用?
@匿名 你好。排除安裝設備的因素,還是有很多可能性的因素,我只能跟據經驗瞎猜了,跟據其可能性大小依次是:
1,螺母硬度偏低,正常硬度應是HRC32以上,是整體硬度HRC32以上而不僅僅是表面硬度。
2,板材硬度偏高,正常應低于HV180
3,螺母鉚接部位結構是否理,花齒部位是否鋒利工整無縮口。
4,板孔徑是否合理;開口處是否鋒利平整;鉚壓的是板而不是螺母。
5,鉚裝是否有延時,正常是需要延時的。
6,其它各種奇怪的現場安裝因素。
您好!
我們的控制柜上指定使用P*M壓鉚件,現在發現供應商的實際使用的安裝力遠大于P*M的推薦值,以TD-175-12為例,P*M的推薦值為4000lbs,而供應商使用的安裝力約為10300lbs。供應商聲稱“P*M的推薦值僅供參考,他們可以按照他們的經驗選擇安裝力。并且每個規格的壓鉚件批量生產前他們都做過扭矩試驗,試驗結果符合P*M要求”。我的問題是:1)是否可以選擇遠大于推薦值的安裝力?2)安裝力過大有什么危害?如何檢測?
多謝。
具體某一品牌的壓鉚件我無法回復你,建議你咨詢該品牌供應商。
不過我可以爭對壓鉚件或線扣這一類產品提出一些建議如下:
1,壓鉚件或線扣是可以按使用者自行定義的壓力安裝的,這一點在很多廠家的旨導書(的備注欄)也有明確說明,即最終還是按使用者認為的合適參數,4000lbs只是“參考”值。有些情況下的確有提高壓裝力的需要,比如板的硬度高于HRB70;或用戶板孔采用激光切割(這會導致板孔局部硬度增加);或通過提高壓力覆蓋掉工藝上的不穩定因素導致的力學性能下差;或用戶就喜歡高壓力;這都是沒有問題的。
2,增加壓力的風險。1,板可能變形。但如果成品并未變形那就不是問題。2,有些壓鉚件的受壓部位屬于結構薄弱環節,在較大的壓力下會出現自身損壞風險,如六角螺柱壓鉚螺釘等本身頭部較薄在高壓下可能出現頭部開裂或變形等;又如不銹鋼類的CLS或BS本身硬度不高,在高壓下可能出現螺紋變形螺紋規通不過等等,但TD線扣的受壓部位是較厚的實心結構,而且也沒有螺紋,故基本不存在這個風險。
3,如何檢測。推出力350ibs 拉出力175ibs,側向負截140ibs,這些用參數用拉力機檢測即可,當然,你可能需要做一些合適的治具。補充一下,外觀也是重要的測項目。
多謝您詳細的分析,上周客戶反饋說他們發現有些壓鉚件安裝力過高,正在聯系他們能否提供相關照片
供應商聲稱”Pull Out”和”Torque Out”測試都符合要求,所以使用大的安裝力符合要求,但我認為使用較大安裝力更容易通過這兩個測試,不知我的理解是否正確?
@匿名 你好。
1,“但我認為使用較大安裝力更容易通過這兩個測試,不知我的理解是否正確?”——對的。如前所述,加大壓力可以覆蓋掉性能的下差。
2,如果力學性能滿足,板材沒有翻邊/變形/壓痕,線扣本身沒有變形/開裂,你供應商加大壓力也無可厚非。除非這些條件沒有滿足。你前一條留言提及“客戶反饋說他們發現有些壓鉚件安裝力過高”,是否意味著你客戶發現某些異常現象?如果是,那肯定要重新憑估并調整壓力值。壓力(以及其它安裝參數)首先要滿足產品的合格性,其次才是安裝效率。
多謝。
客戶反饋:1)部分壓鉚件明顯過壓(significantly overpressed a few P*Ms),2)壓機沖頭過小(using a punch that was too small)。
我對壓鉚工藝知之甚少,附上英語原文以免歧義。
@匿名 你好。
1,“部分壓鉚件明顯過壓(significantly overpressed a few P*Ms)”:你客戶可能是指發生了變形。
2,“壓機沖頭過小(using a punch that was too small)”:結合上面一條,有可能是指施壓面有個明顯的凹痕或線扣與板背面不持平或凹陷?如果是這樣的話,那肯定是要改善的,按規定,壓機頭直徑需完全覆蓋線扣底座,即沖頭直徑>線扣底座對角線,為保險起見,一般至少大于對角線的20%
綜上,1,較大概率指向壓力過大的問題,2,壓機沖頭直徑過小這個待評估(你問下你供應商就知道了),如果小了就改大(注意下模也要相應的改大以適應上模)。
多謝您專業的分析,我的理解也是有目視可見的壓痕或變形。
萬先生好!
檢查了供應商過去提交的幾份壓鉚件首件記錄,發現供應商的安裝力遠超過壓鉚件制造商推薦安裝力。例如:HFH-0420-16的安裝力為13600lbs,FH-032-8的安裝力為14100lbs。
對應的母材是3mmSt37-2G,力學性能:屈服強度261MPa,抗拉強度407MPa,延伸率27%。
@匿名 你好。安裝力分別高出建議值約一倍。如前所述,主要風險是板的變形和螺釘自身受損。
其中HFH螺釘頭部結構厚實且頭部并非全部壓入板孔,壓機沖頭是中空的,雖然壓力較大,實際上螺釘沒什么風險。
FH-032-8,只要沖頭直徑不是特小,其實也沒什么風險,螺釘壓平后,受力面是沖頭的截面積那么大,螺釘所受壓強決沖頭直徑大小。如果從鉚壓面和反面觀察板沒有明顯壓痕或變形,且推扭力OK,一般螺釘也不會有風險。
萬先生,
多謝您詳細的分析。
現在等客戶那邊的反饋,看看他們發現的問題是什么。