
冷壓螺母,是指不加熱(常溫下)直接壓入塑膠,這一概念是相對于熱壓螺母而言的,而并非指“制冷后”壓入塑膠的螺母。
冷壓螺母沒有統一的國家標準或行業標準,據用戶常用的一些樣式結合自己的制造習慣整理這些標準(或樣式)可以供用戶在設計產品、選取規格時作為參考。
為什么不采用熱熔,而需要冷壓螺母這一分類樣式呢?
我們知道,一些熱固性塑料(如酚醛塑料、環氧塑料、氨基塑料、不飽和聚酯、醇酸塑料等)以熱固性樹脂為主要成分,配合以各種必要的添加劑通過交聯固化過程成形成塑料制品,這類材料一當固化后不能再次熱熔或軟化,顯然熱熔(熱燙、超聲等)螺母不再適用這種塑料。在這種場景下,適用于冷壓螺母。
以下是BP、BPH型冷壓螺母標準與規格明細,以供用戶在設計產品、選取規格時作為參考。

左圖是典型的冷壓螺母(BP型)。
外圓呈四周布滿倒刺的柱面起防拉防滑作用,頂端帶導向臺階柱面利用沖床定位壓入,內螺紋一般為通孔。
材質一般采用黃銅,或其它金屬如易削鋼不銹鋼等。

帶有法蘭面頭部的冷壓螺母(BPH型)
與上圖BP型不同,BPH型冷壓螺母頭部呈大外圓法蘭面,將外部壓力釋放于法蘭面與塑膠的接觸面,從而防止螺母下陷。另外法蘭面在螺母快速沖壓安裝過程起到緩沖與定位作用。
BP:倒刺型,Barb-Press
BPH:倒刺型,帶頭部,Barb-Press-Head

| 類型 | 螺紋 | 長度 L ±0.1 |
頭厚 T ±0.0.5 |
頭徑 ФD1 ±0.1 |
外徑ФE ±0.1 |
導向柱 ФC ±0.1 |
| BP BPH |
M2 | 3.1 | 0.5 | 4.8 | 3.5 | 3.1 |
| 4.2 | ||||||
| M2.5 | 4.1 | 0.75 | 5.5 | 4.5 | 3.9 | |
| 5.2 | ||||||
| M3 | 4.1 | 0.75 | 5.5 | 4.5 | 3.9 | |
| 5.2 | ||||||
| M3.5 | 4.1 | 0.75 | 6.4 | 5.5 | 4.6 | |
| 7.0 | ||||||
| M4 | 5.6 | 0.75 | 7.1 | 6.3 | 5.5 | |
| 8.5 | ||||||
| M5 | 6.6 | 0.9 | 7.9 | 7.0 | 6.3 | |
| 10.1 | ||||||
| M6 | 7.7 | 1.0 | 9.5 | 8.5 | 7.9 | |
| 12.3 | ||||||
| M8 | 8.3 | 1.03 | 12.7 | 10.5 | 9.5 | |
| 13.8 | ||||||
| M10 | 10.5 | 1.25 | 14.3 | 13.0 | 11.8 | |
| 16.1 |
| 類型 | 螺紋 | 邊距 w Min |
底孔 H ±0.05 |
T Min |
D2 Min |
| BP BPH |
M2 | 3.15 | 3.2 | 0.5 | 4.8 |
| M2.5 | 3.85 | 4.2 | 0.75 | 5.5 | |
| M3 | 3.85 | 4.2 | 0.75 | 5.5 | |
| M3.5 | 4.8 | 5.2 | 0.75 | 6.4 | |
| M4 | 5.7 | 6.0 | 0.75 | 7.1 | |
| M5 | 6.3 | 6.7 | 0.9 | 7.9 | |
| M6 | 8 | 8.0 | 1.0 | 9.5 | |
| M8 | 10.4 | 10.1 | 1.03 | 12.7 | |
| M10 | 12.8 | 12.5 | 1.25 | 14.3 |
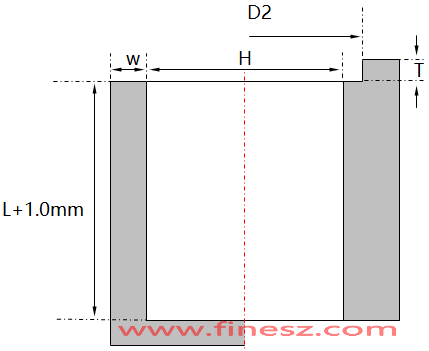
本頁所規范的冷壓螺母(以及本頁未列出的其它樣式冷壓螺母)的安裝方式都是沖床直接壓入。如下圖所示:




一款BPH螺母加工視頻。檔料定位-打中心孔-修面-打孔同時車外圓-滾花-勾另一端內倒角-攻牙-切槽(采成型刀一次性切多道槽)-切斷,一氣呵成。視頻拍攝中機器暫停供油。
 蘇公網安備32058102001839
蘇公網安備32058102001839









