
根據緊固件的不同類型,應使用不同的試驗夾具。
對于螺栓、螺釘和螺柱,應使用兩面平行的淬硬鋼板,鋼板上制有垂直于板面的一個或多個孔的夾具,見圖1。
螺栓、螺釘和螺柱的試驗夾具包括一塊上壓板和一塊下壓板,見圖1。上、下壓板的最低硬度應為45HRC。支承面應經磨削,其粗糙度Ra值應不超過8μm。每塊鋼板的
厚度應≥1d(d——螺紋公稱直徑)。通孔直徑dh按GB/T 5277精裝配的規定,且不能倒圓。各通孔間的距離(L)應≥3d。
試驗時,應保證至少有1d長度的未旋合螺紋承受應力,且不能有5扣以上的完整螺紋伸出螺母。為達到這些要求,可將一塊或多塊帶平行平面且經表面磨削的鋼板用作
墊板。該墊板可以用其他鋼制造,也可與上、下壓板的硬度不同。
將匹配的螺母擰緊,對螺栓、螺釘和螺柱進行預載荷試驗。對螺柱或螺桿、應在壓板兩邊都使用螺母。當螺柱兩端螺距不同時,細牙螺紋端的螺母應視為“頭部”。
用手將當“頭部”用的螺母擰緊到螺紋末端。
對于L<2.5d的短螺釘,只用一塊帶有預制螺紋孔的鋼板,螺釘可直接擰入鋼板,不需要使用螺母,而用螺釘頭擰緊。鋼板的性能應與上壓板的相同。
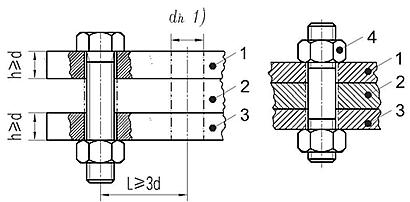
1—上壓板;2—墊板(用于長螺栓、螺釘或螺柱);3—下壓板;4—當“頭部”用的螺母
1通孔按GB/T 5277精裝配。
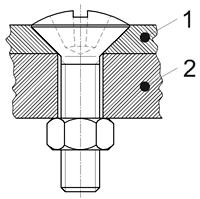
對于沒有平支承面的螺栓和螺釘(如沉頭螺釘和吊環螺釘),應在其頭下放一適當的上壓板或墊圈。見圖2。
自擠螺釘、自攻螺釘和自鉆自攻螺釘用的試驗夾具是一塊鋼板。該鋼板的機械性能應分別符合GB/T 3098.7、GB/T 3098.5或GB/T 3098.11中對擰入試驗的有關規定,
但應預制螺紋孔,見圖3。
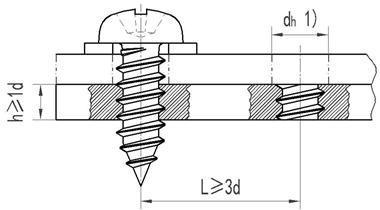
1) d<dh≤1.1d。
螺釘頭下可用一個硬度等級為300HV的墊圈,以保護鋼板。鋼板的最小厚度為1d。其他的所有要求均與對螺栓、螺釘和螺柱的要求相同,見5.1條。
注:如果螺釘螺紋很長,并足以攻出匹配的螺紋,則預制螺紋孔時可不用絲錐,而直接用試驗螺釘在直徑符合相應標準的光孔上攻絲。攻出螺紋后,在繼續擰入的過程中
所需扭矩會明顯下降,而不增加,因此不必重新夾緊。
對于長螺釘的試驗,可將一塊或多塊具有平行平面且經表面磨削的鋼板作為墊板使用。鋼板上通孔的直徑應不大于1.1d。
試驗螺釘和墊圈組合件時,應使用5.1條或5.2條規定的夾具。
應該知道,某些加大支承面的螺母可承受拉應力。這適用于帶法蘭面的螺母或其他特殊形狀的螺母,也適用于普通螺母。這種螺母的試驗應由供需雙方協議。
螺母的試驗夾具與5.1條規定的相同。
將若干個彈簧墊圈試件裝到螺紋公稱直徑與彈簧墊圈公稱直徑相同的螺栓上。用平墊圈將各彈簧墊圈試件相互隔開。平墊圈的硬度應大于彈簧墊圈試件的硬度,且其最低
硬度為40HRC。
試驗錐形彈性墊圈時,應成對試驗,見圖4。
將組裝件擰緊,直至將彈簧(性)墊圈試件完全壓平。
對于過程中的控制,適當的抽樣方案應按制造者與承擔工序項目單位(如淬火者或涂覆者)之間的協議,或者按公司責任部門之間的協議。每個制造批都應選取抽樣方案。
樣本零件應經過檢查,在不使用放大鏡的條件下,應看不見裂縫。
螺栓、螺釘、螺柱和螺母試件應在試驗前進行潤滑,以提高試驗的可靠性。
注:選用適當的潤滑劑(如潤滑油或任何不含硫的潤滑劑),以達到較一致的摩擦系數。此外,潤滑劑能降低所需扭矩,實現更高的拉伸載荷。
實施這種試驗時,應特別注意有氫脆的緊固件可能突然斷裂,從而產生傷害。因此,應使用防護屏板或其他適當設備,以避免這種傷害發生。
最大擰緊速度為0.33 s-1(20 r/min)。
螺栓、螺釘或螺柱試件應裝上匹配的螺母,用適當的扭矩扳手將其擰緊到屈服點。擰到屈服點可得到不同的技術數據,如可看出扭矩變化的斜率,或者擰到預定的扭矩后,再
擰進預定的轉角。
試驗用的螺母應來自同一生產批,可涂覆,也可不涂覆,但應一致。
螺母試件應裝于匹配的螺栓或螺釘上,并擰緊到屈服點。
試驗用的螺栓或螺釘應來自同一生產批,可涂覆,也可不涂覆,但應一致。
施加預載荷應按下列程序進行:
a 在試驗板上安裝5個螺栓或螺釘試件,裝上螺母,并使其緊貼試驗板的表面。
b 擰緊組裝件,達到各自的屈服點。擰緊扭矩可加到螺母上,也可加到螺栓或螺釘的頭部,由試驗者確定,但要注意,所有緊固件的試驗均應一致。
c 對5個螺栓組件的屈服點分別記錄相應的扭矩值,并計算出平均值和最大值、最小值之間的差值。如果差值小于平均值的15%,則該平均值可作為規定樣本(第6章)的擰緊
扭矩值;如果差值超過了15%,
則應將規定數量的緊固件全部擰緊,分別達到各自的屈服點。
d 擰緊規定數量的緊固件,達到試驗擰緊扭矩,或者符合a)~c)條規定的各自的屈服點。
對5個自擠螺釘、自攻螺釘或自鉆自攻螺釘試件使用適當的扭矩扳手,將其擰到最小破壞扭矩值的90%,應按下列程序進行試驗:
a 把5個螺釘試件(盡可能帶平墊圈)擰入試驗板,直到螺釘頭部與試驗板貼合;
b 擰緊螺釘,達到各自的破壞扭矩,并記錄數值。將其中的最小值乘以0.9,作為規定樣本(第6章)的擰緊扭矩值。5個螺釘上的最大破壞扭矩與最小破壞扭矩的差值,不應大
于最小值的15%。
注:如果差值大于15%, 則該試驗可能查不出氫脆。
當釘頭的型式或扳擰結構(十字槽、開槽)妨礙螺釘擰斷時,則試驗擰緊扭矩應為最小破壞扭矩的90%。
c 擰緊規定數量的緊固件。直到試驗擰緊扭矩符合b) 條的規定。
按下述程序施加預載荷:
a 按5.5條規定,將彈簧(性)墊圈試件裝到試驗螺栓上,扳擰螺母,直到與第一個墊圈接觸;
b 擰緊組裝件,直到壓平彈簧(性)墊圈。
緊固件在承受應力時,或在試驗過程中,出現裂縫、掉頭或斷裂,并不一定是由涂覆工藝引起的氫脆所致。可以用無涂覆的緊固件進行試驗(對比試驗)。這種試驗將會表明
制造過程中其他工序會產生氫脆。
對比試驗用的樣本數量應由第6章規定的各有關部門的協議規定。試驗程序應符合7.2.1~7.2.3條。
預載荷試驗的靈敏度取決于試驗的開始時間。所以,這種試驗應盡快進行,最好在制造過程結束后的24h內進行,這個時間目前還處在研究中。
注:如果通過本試驗能夠很快而容易地發現氫脆出現,則試驗開始時間延長到數天甚至一周,或者更長,將在相當大的程度上減小查出氫脆的可能性。
試驗最少應持續48h,而緊固件應至少每隔24h重新擰緊一次,并施加到初始的試驗擰緊扭矩或載荷。如果至少有一件緊固件的扭矩損失超過50%,則試驗應在相同的緊固件
上重新開始。
在完成試驗之前,應進行最后一次的擰緊。在末次擰緊之前,緊固件應擰退約1/2圈,以便辨別出斷裂是否發生在螺紋的旋合部分。
應在預載荷試驗后,在不使用放大鏡的條件下對試件進行檢查。緊固件的試件,若無任何目測可見的裂縫或斷裂,則通過該項試驗。
試驗報告應說明:
a 標準編號,即GB/T 3098.17
b 制造批或生產批的編號
c 試驗緊固件的數量
d 試驗程序
e 重新擰緊的次數和時間
f 試驗持續時間
g 對比試驗中斷裂或明顯破壞的緊固件的數量(如作了對比試驗時)
h 程序試驗中,斷裂或明顯破壞的緊固件的數量
i 完成制造程序或該涂覆工序結束后與開始試驗的時間間隔(如有可能時)
 蘇公網安備32058102001839
蘇公網安備32058102001839









