
本文規(guī)定了由碳鋼或合金鋼制造,符合GB/T 3098.1和GB/T 3098.2規(guī)定性能等級(jí)的螺栓、螺釘、螺柱和螺母組合的栓接連接用平墊圈,在環(huán)境溫度為10℃~35℃條件下
進(jìn)行測(cè)試時(shí)的機(jī)械和物理性能。
注1:這些類(lèi)型的平墊圈也可以與其他緊固件一起使用,如自攻螺釘。
在環(huán)境溫度為10℃~35℃的條件下
測(cè)試時(shí),符合本文件要求的平墊圈在高溫和/或低溫下,它們可能無(wú)法保持規(guī)定的機(jī)械和物理性能。
注2:符合本文件要求的平墊圈適用的使用溫度為-50℃~+150℃。當(dāng)使用溫度超過(guò)一50℃~+150℃,甚至高 達(dá)+300℃時(shí),建議使用者向有關(guān)方面專(zhuān)家咨詢。
本文件適用于符合以下規(guī)定的由碳鋼或合金鋼制造、厚度為0.2mm~12mm的平墊圈及組合件用平墊圈:
-平墊圈(有或沒(méi)有花紋、肋或倒角)
-方形平墊圈
-方孔平墊圈
-異形平墊圈
本文未規(guī)定以下性能要求
-耐腐蝕性
-可焊接性
下列代號(hào)適用于本文章。
d1通孔直徑,單位為毫米(mm)
d2 外徑,單位為毫米(mm)
F 載荷,單位為牛(N)
G 全脫碳層深度,單位為毫米(mm)
r 支承件和加壓件接觸半徑,單位為毫米(mm)
t 平墊圈公稱(chēng)厚度,單位為毫米(mm)
teff 平墊圈有效厚度,單位為毫米(mm)
a 支承件和加壓件接觸角度,單位為度(°)
平墊圈的性能等級(jí)由數(shù)字和符號(hào)兩部分組成:
-數(shù)字表示最小維氏硬度值(見(jiàn)表3);
-字母HV表示維氏硬度。
示例:符合表3規(guī)定,最小維氏硬度為200的鋼制平墊圈的性能等級(jí)標(biāo)記為200HV。
如能符合表2和表3的規(guī)定,則本文件規(guī)定的標(biāo)記制度也可用于超出標(biāo)準(zhǔn)厚度的規(guī)格。
盡管本文件規(guī)定了許多性能等級(jí),但并不意味著所有性能等級(jí)都適用于所有栓、螺母、墊圈組合件。平墊圈與螺栓、螺釘、螺柱和螺母的性能等級(jí)組合見(jiàn)表1。
| 螺紋緊固件 (符合GB/T 3098.1和GB/T 3098.2) |
匹配平墊圈 | |||||
| 性能等級(jí) | 性能等級(jí) | |||||
| 螺栓、螺釘和螺柱 | 標(biāo)準(zhǔn)螺母和高螺母 | 100 HV | 140 HV | 200 HVa | 300 HVa | 380 HVb.c |
| 4.6、4.8、5.6、5.8 | 5 | RCe | e | e | e | e |
| 6.8 | 6 | d,e | Rce | RCe | e | e |
| 8.8 | 8 | f | f | RCe | e | e |
| 9.8、10.9 | 10 | f | f | d.e | RCe | e |
| 12.9、12.9 | 12 | f | f | f | d,e | RCe |
表2規(guī)定了不同性能等級(jí)平墊圈用碳鋼和合金鋼的化學(xué)成分極限。該化學(xué)成分應(yīng)按相關(guān)的國(guó)家標(biāo)準(zhǔn)的規(guī)定。
注:合金鋼包括可用于平墊圈的彈簧鋼和合金彈簧鋼。
對(duì)于需要進(jìn)行熱浸鍍鋅的平墊圈,應(yīng)符合GB/T 5267.3對(duì)材料的要求。
如果組合件整體進(jìn)行淬火和回火,則可以提供未熱處理平墊圈。在這種情況下,按照 GB/T 9074.1,平墊圈化學(xué)成分應(yīng)由供需協(xié)議。
當(dāng)自攻螺釘組合件按照GB/T 97.5要求進(jìn)行表面硬化時(shí),平墊圈的含碳量不應(yīng)超過(guò)0.12%。每一制造批的平墊圈應(yīng)由同一爐號(hào)原材料制造。
| 性能等級(jí) | 材料和工藝 | 化學(xué)成分極限(熔煉分析)a,b,c % |
最低回火溫度b,c ℃ |
|||||
| 材料 | 工藝 | C | P | S | Bd | |||
| min | max | max | max | max | ||||
| 100HV | 碳鋼 | 熱軋 冷軋 |
在滿足表3要求的前提下,材料的選擇應(yīng)由制造商自行決定 | NA | ||||
| 140 HV | 碳鋼 | 熱軋 冷軋 |
在滿足表 3 要求的前提下,材料的選擇應(yīng)由制造商自行決定 | NA | ||||
| 200 Hve | 碳鋼 | 熱軋 冷軋或淬火并回火 |
在滿足表 3 要求的前提下,材料的選擇應(yīng)由制造商自行決定 | NA | ||||
| 300HVf | 碳鋼g | 淬火并 | 0,17 | 0,80 | 0,035 | 0,035 | 0,003 | 425 |
| 合金鋼h | 回火 | 0,14 | 1.3 | 0.035 | 0,035 | 0,003 | 425 | |
| 380 HVf,i | 碳鋼g | 淬火并 | 0.4 | 0.8 | 0.035 | 0,035 | 0.003 | 425 |
| 合金鋼h | 回火 | 0.2 | 1.3 | 0,035 | 0,035 | 0,003 | 380 | |
規(guī)定性能等級(jí)的平墊圈,在環(huán)境溫度下,無(wú)論在制造過(guò)程中試驗(yàn)或最終檢驗(yàn),均應(yīng)符合表3規(guī)定的機(jī)械和物理性能。
第8章為檢驗(yàn)平墊圈是否符合表3規(guī)定提供了可適用的試驗(yàn)方法和仲裁試驗(yàn)方法。
對(duì)于380HV性能等級(jí)的平墊圈,當(dāng)有特殊要求時(shí),應(yīng)按照附錄A進(jìn)行延展性試驗(yàn)。
| 性能等級(jí) | 100HV | 140 HV | 200HV | 300HV | 380 HVa | |
| 維氏硬度HV | min | 100 | 140 | 200 | 300 | 380 |
| max | 200b | 250 | 300 | 370 | 450 | |
| 洛氏硬度HRC | min | - | - | - | 30 | 39 |
| max | - | - | - | 39 | 45 | |
| 不完全脫碳 HV0.3 | max | - | - | - | c | 30d |
| 全脫碳層深度G | max | - | - | - | c | teff2%或 0.02 mme |
| 增碳 HV0.3 | max | - | - | - | c | 30f |
| 再回火后硬度的降低值HV10 | max | - | - | - | 20 | 20 |
硬度試驗(yàn)的目的在于:
-確定平墊圈的硬度符合表3規(guī)定的最小值和最大值的要求;
-對(duì)于淬火并回火平墊圈,符合表2規(guī)定的材料要求。
本試驗(yàn)適用于所有性能等級(jí)平墊圈。
平墊圈應(yīng)在接收狀態(tài)下進(jìn)行測(cè)試,組裝后需淬火并回火的組合件用平墊圈除外。
應(yīng)按表4在合適的表面或平墊圈的橫截面上進(jìn)行硬度試驗(yàn)。
| 性能等級(jí) | 常規(guī)檢查 | 仲裁檢查 |
| 100 HV | 支承面按 8.1.2 |
支承面按 8.1.2 |
| 140HV | ||
| 200 Hva | ||
| 300HV | 橫截面按8.1.3 | |
| 380 HV |
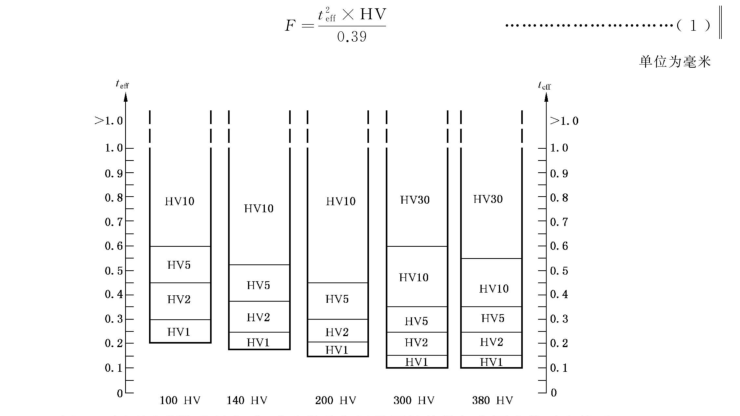
示例:厚度0.3mm、性能等級(jí)300HV平墊圈進(jìn)行試驗(yàn)時(shí),試驗(yàn)載荷選擇HV5。
測(cè)定洛氏硬度用試驗(yàn)載荷取決于平墊圈性能等級(jí)和厚度。
試驗(yàn)載荷應(yīng)按圖2選擇。
當(dāng)沒(méi)有適合的洛氏試驗(yàn)載荷時(shí),應(yīng)采用維氏硬度試驗(yàn)
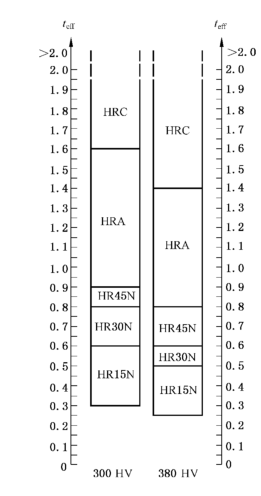
示例:厚度0.5mm、性能等級(jí)380HV平墊圈進(jìn)行試驗(yàn)時(shí),試驗(yàn)載荷選擇294N(HR30N)。
去除表面涂、鍍層或氧化皮,經(jīng)適當(dāng)處理后,在平墊圈支承面二分之一處實(shí)施硬度試驗(yàn)。
對(duì)于熱浸鍍鋅平墊圈,過(guò)渡層應(yīng)完全去除。
當(dāng)平墊圈的尺寸允許時(shí),硬度值應(yīng)為同一平墊圈上間隔約120°的三個(gè)讀數(shù)的平均值
常規(guī)檢查時(shí),按6.1.2在平墊圈表面測(cè)定的硬度,應(yīng)符合表3的規(guī)定,
如有爭(zhēng)議,應(yīng)在平墊圈表面按圖1規(guī)定的試驗(yàn)載荷進(jìn)行維氏硬度試驗(yàn);對(duì)于有效厚度大于0.5mm的平墊圈,可以使用較低的試驗(yàn)載荷,但不應(yīng)小于HV1。
常規(guī)檢查時(shí),按6.1.2在平墊圈表面測(cè)定的硬度,應(yīng)符合表3的規(guī)定
如有爭(zhēng)議,按6.1.3在橫截面上測(cè)定硬度。
應(yīng)按GB/T4340.1的規(guī)定,采用維氏硬度試驗(yàn)測(cè)定硬度本試驗(yàn)適用于淬火和回火后平墊圈。
應(yīng)取穿過(guò)孔中心線的徑向截面,并對(duì)表面進(jìn)行適當(dāng)?shù)臏?zhǔn)備。試樣應(yīng)嵌入塑料中或安裝在夾具中。
安裝后,對(duì)表面進(jìn)行研磨和拋光,直至可進(jìn)行金相檢查。
按圖3所示在徑向截面中部進(jìn)行維氏硬度測(cè)試。當(dāng)平墊圈的尺寸允許時(shí),硬度值應(yīng)為同一平墊圈上至少三點(diǎn)硬度平均值。
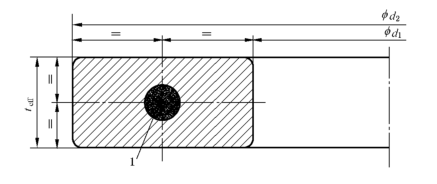
標(biāo)引序號(hào)說(shuō)明:
1--測(cè)試區(qū)域(半徑為0.25teff)。
硬度應(yīng)符合表3的規(guī)定。
如果在半徑0.25t-區(qū)域內(nèi)測(cè)定的硬度值之差大于30個(gè)維氏硬度單位,則應(yīng)證實(shí)材料中是否達(dá)到表2規(guī)定的約90%馬氏體含量要求,
脫碳試驗(yàn)的目的是檢測(cè)性能等級(jí)300HV的滾花或帶肋平墊圈和性能等級(jí)380HV的所有平墊圈的表面脫碳和脫碳層深度。
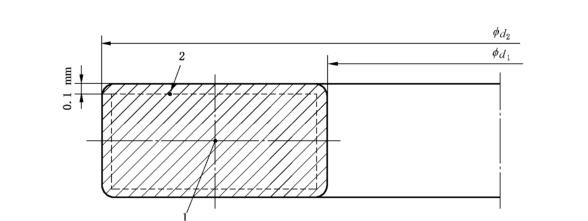
脫碳區(qū)域如圖4所示。
表面脫碳應(yīng)采用以下方法測(cè)定:
--金相法,測(cè)定全脫碳層深度;
-硬度法,顯微硬度測(cè)定部分脫碳。支承面是指不包括距孔邊緣距離x=0.1(d,-d,)和距外邊緣距離x=0.1(d,-d,)的環(huán)形支承面(僅為寬度的60%,如圖4所示)

標(biāo)引序號(hào)說(shuō)明:
1--支承面;
2--全脫碳層;
3--部分脫碳層;
4--基體金屬;
x--不進(jìn)行脫碳試驗(yàn)的區(qū)域
平墊圈應(yīng)在接收狀態(tài)下,去除涂、鍍層后進(jìn)行測(cè)試。
試樣應(yīng)取自穿過(guò)孔中心線的徑向截面。試樣應(yīng)嵌入塑料中或安裝在夾具底座或夾鉗中。安裝后
對(duì)表面應(yīng)進(jìn)行研磨和拋光,直至可進(jìn)行金相檢查以保持表面基體金屬的原始特性(良好的金相)。
注:浸入3%的硝酸乙醇腐蝕液(濃硝酸與乙醇混合液),能顯示由于脫碳而造成的金相組織的變化。
試樣應(yīng)置于顯微鏡下,除非另有協(xié)議,否則應(yīng)放大100倍進(jìn)行檢查。
如果顯微鏡帶有磨砂玻璃屏,則可借助刻度直接測(cè)量脫碳程度。如果用目鏡測(cè)量,則應(yīng)使用帶十字準(zhǔn)線或刻度的顯微鏡。
全脫碳層的最大深度G應(yīng)符合表3的要求
本方法適用于最小厚度為0.4mm的平墊圈。應(yīng)按6.2.2.1制備試樣,但不需要腐蝕。6.2.3.2 試驗(yàn)程序
按圖5所示測(cè)量第1點(diǎn)和第2點(diǎn)維氏硬度。試驗(yàn)力為2.942N(維氏硬度試驗(yàn)HV0.3)。
按圖5所示測(cè)量第1點(diǎn)和第2點(diǎn)維氏硬度。試驗(yàn)力為2.942N(維氏硬度試驗(yàn)HV0.3)。
未脫碳HV(2)>HV(1)-30HV
未增碳HV(2)≤HV(1)+30HV
標(biāo)引序號(hào)說(shuō)明:
1--HV(1)通過(guò)平墊圈橫截面中心的硬度測(cè)量點(diǎn);
2--HV(2)距表面0.1mm處硬度測(cè)量點(diǎn)。
圖5中第2點(diǎn)的維氏硬度值HV(2)應(yīng)大于或等于圖5中第1點(diǎn)的維氏硬度值HV(1)減去30個(gè)維氏硬度單位。
注:全脫碳層達(dá)到表3規(guī)定的最大值時(shí),不采用硬度測(cè)量法.
通則增碳試驗(yàn)的目的是測(cè)定平墊圈表面在熱處理過(guò)程中是否形成增碳,增碳應(yīng)在通過(guò)孔中心線徑向截面的硬度試驗(yàn)進(jìn)行測(cè)定。本試驗(yàn)適用于性能等級(jí)為300HV的滾花或帶肋平墊圈、性能等級(jí)為380HV的所有平墊圈,平墊圈最小厚度為 0.4 mm。
應(yīng)按6.2.2.1制備試樣,但不需要腐蝕。
按圖5所示測(cè)量第1點(diǎn)和第2點(diǎn)維氏硬度。試驗(yàn)力為2.942N(維氏硬度試驗(yàn)HV0.3)。
圖5中第2點(diǎn)的維氏硬度值HV(2)應(yīng)小于或等于圖5中第1點(diǎn)的維氏硬度值HV(1)加上30個(gè)維氏硬度單位。超過(guò)30個(gè)維氏硬度單位,表示已增碳。
另外,按表3規(guī)定,性能等級(jí)為300HV平墊圈支承面硬度不應(yīng)超過(guò)370HV0.3;性能等級(jí)為380HV墊圈支承面硬度不應(yīng)超過(guò)450HV0.3。
再回火試驗(yàn)的目的是檢驗(yàn)熱處理工藝的最低回火溫度
本試驗(yàn)適用于性能等級(jí)為300HV和380HV平墊圈:
按6.1.3的規(guī)定,在圖3硬度測(cè)試區(qū)域內(nèi)測(cè)定維氏硬度,讀取三點(diǎn)數(shù)值。
將平墊圈再回火,回火溫度應(yīng)比表2規(guī)定的最低回火溫度低10℃,保持30min;再回火后,應(yīng)在同
平墊圈上并在與第一次測(cè)定相同的區(qū)域內(nèi),測(cè)定新的三點(diǎn)維氏硬度值。
對(duì)比再回火前、后三點(diǎn)硬度平均值。再回火后,硬度降低值應(yīng)小于20個(gè)維氏硬度單位。
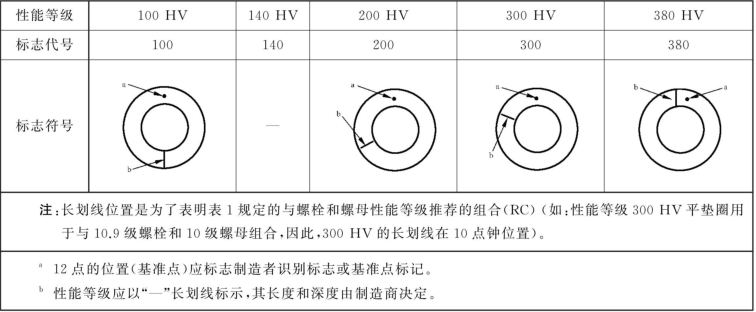
按本文件要求制造的平墊圈,只有全面符合本文件規(guī)定的技術(shù)要求,才能按第5章的標(biāo)記制度進(jìn)行標(biāo)記平墊圈標(biāo)志
可以由制造者自行決定,或由供需協(xié)議;供需協(xié)議情況下,平墊圈標(biāo)志應(yīng)包括制造者識(shí)別標(biāo)志和性能等級(jí)。
經(jīng)銷(xiāo)商銷(xiāo)售帶有自己識(shí)別標(biāo)志的平墊圈應(yīng)被視為制造者識(shí)別標(biāo)志。
平墊圈不得使用凸字標(biāo)志。通常不推薦凹字標(biāo)志,因?yàn)闀?huì)改變螺栓-螺母連接副的扭矩-夾緊力關(guān)系,或者會(huì)產(chǎn)生應(yīng)力集中,引發(fā)初始裂紋。
可以通過(guò)其他加工方法獲得持久的標(biāo)志,如激光標(biāo)志。當(dāng)標(biāo)志性能等級(jí)時(shí),應(yīng)按表5規(guī)定,標(biāo)志性能等級(jí)代號(hào)或時(shí)鐘面法標(biāo)志符號(hào)
在本文件范圍內(nèi)的所有性能等級(jí)平墊圈的包裝,均應(yīng)有標(biāo)志(例如:通過(guò)標(biāo)簽)。標(biāo)志應(yīng)包括制造者
和/或銷(xiāo)售商的識(shí)別標(biāo)志和第5章規(guī)定的性能等級(jí),以及GB/T3099.4中定義的制造批號(hào)。
延展性試驗(yàn)的目的是確定平墊圈在制造過(guò)程中沒(méi)有變脆。
本試驗(yàn)適用于客戶在訂購(gòu)時(shí)的特殊要求。
本試驗(yàn)適用于平墊圈成品。如有涂、鍍層,則適用于涂、鍍后的平墊圈。
試驗(yàn)在帶有a角的支承部分和壓頭部分間完成,角取決于平墊圈的厚度。支承部分和壓頭部分的最低硬度應(yīng)為60HRC,表面應(yīng)進(jìn)行研磨。
對(duì)于圓形同心平墊圈,支承部分和壓頭部分接觸面應(yīng)為圓錐形,如圖A.1所示。
對(duì)于其他平墊圈(如正方形、長(zhǎng)方形),支承部分和壓頭部分接觸面應(yīng)為V形,如圖A.2所示。
待測(cè)平墊圈應(yīng)放置在圖A.1或圖A.2所示的測(cè)試裝置中。對(duì)于組合件平墊圈,應(yīng)在測(cè)試前從螺栓或螺母上拆卸。
測(cè)試前和測(cè)試期間,支承部分和壓頭部分軸線和平墊圈的軸線應(yīng)保持對(duì)中。

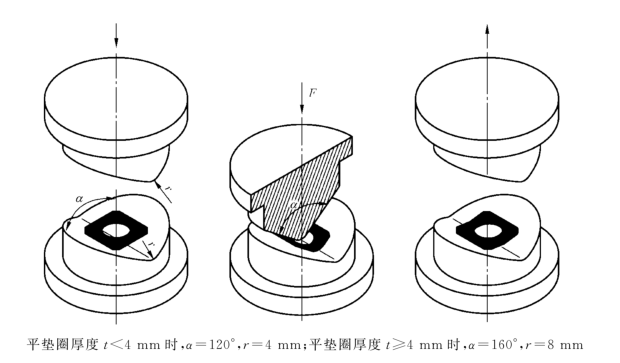
軸向試驗(yàn)載荷應(yīng)平穩(wěn)施加,直到支承部分和壓頭部分表面與平墊圈表面完全接觸。2min后,卸除試驗(yàn)載荷。
試驗(yàn)平墊圈不應(yīng)斷裂。
當(dāng)平墊圈完全損壞時(shí),發(fā)生失效。如有疑問(wèn),平墊應(yīng)在斷裂的相對(duì)側(cè)進(jìn)行切割,平墊圈斷裂為兩個(gè)單獨(dú)部件,說(shuō)明在試驗(yàn)過(guò)程中發(fā)生了斷裂。
 蘇公網(wǎng)安備32058102001839
蘇公網(wǎng)安備32058102001839









