塑膠件熱壓螺母、預埋螺母安裝加工技術要求安裝方法:
1 目的
為了規范塑膠零件的熱壓螺母、預埋螺母加工工藝,便于控制加工廠加工工藝及質量,保證塑膠零件的后續加工質量。
2 適用范圍
本技術要求適用于公司產品開發及生產階段的塑膠零件的后續加工工藝,供加工廠、機械設計人員、SQA和檢驗人員參照。圖紙未注明的工藝技術要求參照本文。
3 熱壓螺母、預埋螺母加工工藝
3.1 熱壓螺母
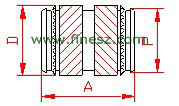
3.1.1 熱壓螺母規格
塑膠孔可不設計倒角;熱壓螺母的尺寸規格及相應的膠柱尺寸下表:
 |
| 型號 |
螺紋規格 |
標準長度 |
外徑 |
圓頭尺寸 |
膠柱孔內徑 |
最小膠柱外徑 |
最小膠柱深度 |
| A |
D |
P |
| M2.5×5.7 |
M2.5 |
5.7 |
Φ4.4 |
Φ3.9 |
Φ4.0 +0.1 |
Φ8.0 |
6.2 |
| M3×5.7 |
M3 |
5.7 |
Φ4.4 |
Φ3.9 |
Φ4.0 +0.1 |
Φ8.0 |
6.2 |
| M4×8.1 |
M4 |
8.1 |
Φ6.1 |
Φ5.5 |
Φ5.6 +0.1 |
Φ10 |
8.6 |
3.1.2 熱壓螺母的拉力與扭力矩
塑膠件上的熱壓螺母所能承受的拉力與扭力矩推薦如下表:
| 型號 |
拉力 (kg) |
扭力矩(kgf.cm) |
| M2.5×5.7 |
60 |
13 |
| M3×5.7 |
65 |
15 |
| M4×8.1 |
70 |
18 |
3.1.3 熱壓溫度
對于不同的材料,螺母的熱壓溫度有所不同,熱壓溫度規定下表:
| 材料 |
熱壓溫度(推薦值) |
| ABS |
140-160℃ |
| PC/ABS |
220-240℃ |
| PC |
240-260℃ |
3.1.4 熱壓螺母工藝要求
熱壓螺母的操作工藝如下:
簡單零件使用高度方向有絕熱材料定位的通用工裝;特殊零件制作相應的特殊熱壓工裝;
熱壓前應抽檢膠柱孔的直徑和深度,必須符合表1規定的尺寸要求;
推薦采用50W的可調節溫度的加熱棒,加熱棒使用表3推薦的溫度接觸銅螺母加熱,加熱時間為7-10s;
膠柱內孔軟化時,膠柱頂平面及外表面不得軟化,將螺母垂直緩慢壓入膠柱,防止塑膠流動不充分,壓入螺母后加熱棒應快速垂直提起;
零件室溫冷卻時間為8小時;
螺母與膠柱頂平面平齊,突出不超過0.3mm;螺母在膠柱中垂直度公差值為φ0.2 mm;
膠柱不得有明顯脹起或裂紋。
3.1.5 推薦工裝,下為熱壓工裝示意圖
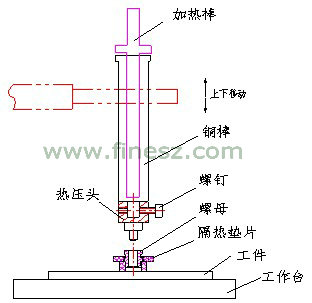
制作方法:
加熱棒的材料可采用H62,墊片的材料可采用玻纖板;
加熱棒、熱壓頭和銅棒固定起來,再把銅棒固定在工作臺上;
把工件放在工作臺上,放入銅螺母到工件的預壓孔中,對齊,不能有傾斜;
把隔熱墊片放到工件的螺母支撐柱上的平面,穿過銅螺母;
墊片受到加熱溫度較高需冷卻一段時間,所以需準備多套墊片才能保證高的效率。
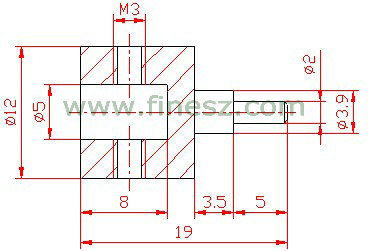
3.1.6 熱壓頭設計推薦
上述熱壓工裝的銅棒前端主要用于導熱和施壓至螺母部分稱之為熱壓頭,材料可采用H62,其設計見下圖推薦(以M3螺母為例)
3.2 預埋螺母
3.2.1 預埋螺母的規格
預埋螺母的規格采用熱壓螺母的規格,請參考上面的表格。
3.2.2 預埋螺母的拉力與扭力矩
在塑膠件上預埋的螺母所能承受的拉力與扭力矩值推薦如下表
| 型號 |
拉力 (kg) |
扭力矩 (kgf.cm) |
| M3×5.7 |
100 |
15 |
| M4×8.1 |
200 |
30 |
3.2.3 預埋螺母工藝要求
預埋螺母的工藝要求如下:
預埋螺母應采用芯棒定位,應保證芯棒與螺母的同軸度為φ0.03mm;模具上的圓柱孔與芯棒軸段的配合公差為H9/f9;
螺母在模具中必須可靠定位,在動模的合模運動中不致松動,在高壓熔體沖擊下不偏移、不漏料、不脫落;
對PC、PC+ABS等敏感性材料,需對螺母預加熱,或進行后續保溫處理,以減少熱應力的產生(不推薦PC材料采用預埋螺母工藝,因為PC在注塑成型后會有殘余應力,預埋螺母與塑膠結合處易開裂或一段時間后開裂,這個理恐怖。要避免可從工藝上改善,提高模溫,減少保壓時間,降低保壓壓力及注塑壓力,提高料筒溫度等,也可以做好在90-100度下加熱產品,提前釋放應力。)
預埋螺母后,螺母應與膠柱頂平面平齊,陷入膠柱頂平面不超過0.2mm。
留言與咨詢
1.1
finesz.com
2023-01-06 17:32:04
@匿名 你好。沒有具體熔點。105℃開始軟化,150℃非常軟,200℃具有流動性,270℃分解。如果是注塑的話溫度210-260℃區間選擇;如果是熱熔嵌入金屬件的話,110~190℃區間選擇。
1.1.1.1
finesz.com
2023-01-07 19:51:58
2
如何預防控制員工在預埋螺母時,漏放 放反,請教一下
2.1
finesz.com
2023-06-30 17:55:24
@匿名 您好。你問的是一個生產過程組織與控制問題,顯然要根據具體現場進行規劃實施,我無法遍歷所有發生異常的可能性進行猜測,汗~
3
咨詢一下,PP材料預埋螺母M4,要求扭矩3.5N.m,拉脫力600N以上,需要選什么規格的螺母?
3.1
finesz.com
2024-01-26 11:02:53
@小林 你好。常規雙斜花螺母即可,如熱熔螺母
注意螺母總高度不能小于8mm
4
stone
2024-04-25 10:48:41
你好,現在貴司熱熔螺母外面滾花角度是多少,這個有沒有標準,還是說可以根據客戶要求定制
4.1
finesz.com
2024-04-25 12:02:13
你好。
以常用的這款滾花螺母為例:
滾花角度(即旋轉角β)為45°
中間段壓花為RBR右斜(β=45°)
一側段壓花RBL左斜(β=45°)
以上是我公司內部默認標準。這個沒有國標。
也可根據用戶要求定制。
以上涉及的相關代號的含義請參考 DIN82滾花標準
5
你好,在PA6上預埋M4螺母,要求扭出力大于4.5N/M,拉出力大于1700,有推薦嗎?
5.1
finesz.com
2025-03-26 15:06:22
@小王 你好。
如果是預埋(模具注塑成型)的話,標準的GB809直紋花螺母,規格為M4*外徑6mm*高度8mm(或外徑7mm 高度6mm) 即可滿足以上需求。
5.1.1
你好,土八銅螺母可以注塑用嗎?拉拔力會不會更好一點?
5.1.1.1
finesz.com
2025-03-28 21:19:46
你好。一般來說,不建議用土八字(我們叫雙斜花)螺母來做注塑植入。同等螺紋*長度條件下,相對于GB809直紋花螺母,雙斜花螺母表現要差一點,而這不是重點,重點是:
雙斜花螺母因其外型結構程階梯狀,攻牙膨脹系數變化較大,導致內螺紋孔徑公差跳動較大,這進一步導致在模具注塑過程產生溢膠或PIN針進不去的情況。
所以雙斜花一般用來做后期熱熔埋入;而直紋花螺母用來做模具植入用。

 蘇公網安備32058102001839
蘇公網安備32058102001839









